
Anzustrebender Kreuzschliffwinkel
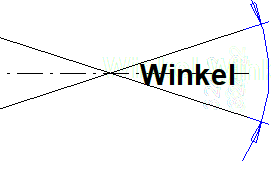
Der anzustrebende Kreuzschliffwinkel hat sein Optimum zwischen 45o und 60o. Der Winkel ergibt sich, aus dem Verhältnis der Hub- zur Umfangsgeschwindigkeit. 30o ergeben sich bei einem Verhältnis von 1 / 13,7 – 45o bei 1 /2,4 – 60o bei 1 / 1,75 und 90o natürlich bei einem Verhältnis von 1 / 1.
Steinhärte
Bei neuen Schleifversuchen sollte man immer mit weicheren Steinen beginnen, da zu harte Steine nicht arbeiten und damit nicht beurteilt werden können.
Je weicher der Stein, desto
- härter der Werkstoff.
- kleiner der Anpressdruck.
- höher die Abtragsleistung.
- höher der Steinverschleiß.
Tränkungsarten
- S = Schwefel*
- P = Paraffin
- T = Kunststoff
- Y = Schwefel und Kunststoff
* Die Schwefeltränkung hat folgende wesentliche Vorteile:
- Kühlung, durch Wärmeenergieentzug beim Schmelzen
- größere Schnittfreudigkeit der Steine
- Notlaufeigenschaften
- Passivierung des abgetragenen Materials (Verminderung der Bildung von Konglomeraten)
- Minderung der Materialaufsetzer in den Poren
Geschwefelte Steine wirken härter, deshalb weichere Steine wählen.
Honsteinkleber
Der von uns gelieferte Honstein-Kleber hat seinen Schmelzpunkt bei nur 80oC, der Schmelzpunkt des Schwefels liegt bei 119oC. Überschreitet man die Klebetemperatur kann es bei geschwefelten Steinen zu Schwefelaustritt kommen, wodurch die Vorteile entfallen. Beim Aufkleben für sauberen und planen Untergrund sorgen.
Kühlschmierstoff
Der Kühlschmierstoff sollte für gehärteten Stahl, Grauguss sowie Hartchrom eine niedrige Viskosität aufweisen. Man sollte immer für gute Spülung und Filtrierung sorgen.
Sonstiges
Auf einwandfreie Klemmhalter achten, um Ausbrüche zu vermeiden.
Für Kurzhubhon-Vorbearbeitung (Superfinishen) sollte Rt <= 10 μm sein.
Alle gemachten Angabe sind Richtwerte und immer in Abhängigkeit von Maschine, Werkzeug, Hilfsstoff, Material und Einstellparameter zu sehen.
Homepage erstellt: Dipl.Ing.(FH) Keramik Uwe Kuckelberg